咨詢熱線
13962469131
13962469131

追求合作共贏
Win win for you and me售前售中售后完整的服務體系
誠信經營質量保障價格實惠服務完善


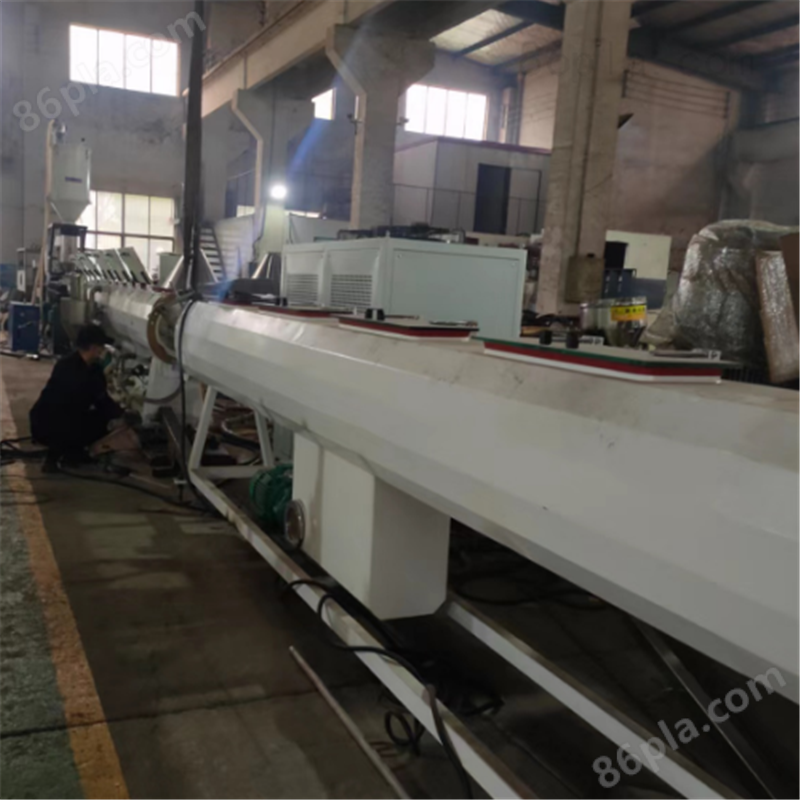
簡要描述:自動電力管生產線工藝流程:生產工藝原料+助劑配制→混合→輸送加料→強制加料→圓錐型雙螺桿擠出機→擠出模頭→上膠套→噴霧真空設定箱→浸泡冷卻水箱→油墨印刷機→履帶式拖拉機→舉升機 →管道堆高車→成品檢驗包。
相關文章
Related Articles詳細介紹
| 品牌 | 其他品牌 |
|---|

產品咨詢
